| নির্বাচিত পোস্ট | লগইন | রেজিস্ট্রেশন করুন | রিফ্রেস |
প্রকৌশলী জহির আব্বাস কাদেরী
পঠিত জ্ঞান শেয়ার করলাম
(বিভিন্ন অনলাইন লেখা থেকে সাহায্য নেওয়া )
বাংলাদেশে ২০২১ এর উচ্চাভিলাষী বৃদ্ধি লক্ষ্যমাত্রা দেওয়া, এটা খুব গুরুত্বপূর্ণ বিষয় একটি দেশের উন্নয়নের জন্য।সে সাথে রয়েছে কর্মসংস্থান বিস্তার, উৎপাদনশীলতা বৃদ্ধি এই উভয়ে জন্য উৎপাদন গুরুত্ব উপর মনোযোগ দেয়ে খুবই প্রয়োজন। ভবিষ্যত উন্নয়নে বাংলাদেশ অর্থনীতি এগিয়ে নিয়ে যাওয়ার জন্য নির্ধারিত অভিযোজন, ফ্যাক্টর ইন্টেন্সিটিস এবং উপভোক্তা অবদান গবেষণাটির পরীক্ষা পরিক্ষিত করলে মূল্য পরিপ্রেক্ষিতে উৎপাদন কাঠামো , কর্মসংস্থান এবং রপ্তানি আয়, সীমাবদ্ধতা এবং উৎপাদন ক্ষেত্রের চ্যালেঞ্জ পর্যালোচনা এবং উপভোগ বাছাইকরন করে তার উন্নয়ন জন্য কৌশল সবকিছু আমাদের রপ্ত করতে হবে।
আমাদের দেশে অনেক তরুণ নিজেদের তৈরি প্রোডাক্ট তৈরির ব্যবসা ,বিপনন করার জন্য ভাল কোন পরামর্শক প্রতিষ্ঠান ব্যক্তি,বা প্রতিষ্ঠান থেকে শুধু মাত্র ওয়ার্কশপ,সেমিনার ,ট্রানিং মধ্যে দিয়ে সীমাবন্ধ রয়েছে যা অনেক কাজে লাগানো কঠিন। কিন্তু কি ভাবে তারা এই কাজ শুরু করবে এর কোন দিকনির্দেশনা নেই এবং তার সাথে কারিগরি দক্ষতা , ব্যবসায়িক দক্ষতা একটি বিশাল ভূমিকা রয়েছে, যার গুরুত্ব নথীসহ ও সব নির্দেশনা শুধু মাত্র কাগজে থাকে ,বাস্তব এর প্রয়োগ কিভাবে করবে তার কোন নির্দেশনা থাকে না।
আমি ব্যক্তিগত ভাবে খুব ভুক্তভোগী ,ব্যাংক গুলু তেল মাথা ছাড়া তেল দিতে প্রস্তুত নই,কিছু কিছু ব্যাংক বা সংস্থা চাইলে কিন্তু তাদের বিশাল নথী মারপেঁচ পড়ে ঋন নেওয়ার ইচ্ছা ও দক্ষতা হারিয়ে ফেলে।
এই পর্যালোচনা শুরুতে তরুণ ব্যবসায়িকদের জন্য ইনজেকশন মোল্ডিং নিয়ে কিছু আলোচনা দরকার আছে বলে মনে হয়ছে ।যারা নতুন বা কপি মত রেপ্লিকা পন্য তৈরি করে উৎপাদন ব্যবসা সম্প্রসারণ বা প্রসারিত করে এগিয়ে যেতে চাই তাদের এই বিষয় জ্ঞান থাকাতা খুবই দরকার।
ইনজেকশন নির্মাণ নকশা এর মূলসূত্র বিষয় আলোচনা জানা ও বুঝা খুবই দরকার যারা বিশেষ করে নতুন কোন পন্য তৈরি করতে আগ্রহি। অবশ্যই ঐ জ্ঞান জানা খুবই জরুরী বিশেষ করে যারা প্লাস্তিক পন্য উৎপাদন বা হোম আপ্লাইয়েন্স পন্য উৎপাদন বা তৈরি ব্যবসা রয়েছে বা করতে চাই।
ইনজেকশন ছাঁচ কিছু মৌলিক নিয়ম অনুসরণ করে এই নকশা/ডিজাইন করা হয়।
প্লাস্টিক পন্য মোল্ড বা ছাঁচ ডিজাইন করা একটি জটিল কাজ।
এটা কিভাবে ব্যবহার করা হয় আমাদের তা জানা চেষ্টা করতে হবে,কিভাবে এটা অন্যান্য অংশে মাপ বা মেসারমেন্ট নেওয়া হয়?" "এটা ব্যবহারে কি ফলে কি অভিজ্ঞতা হবে?
"কার্যকরী এবং কাঠামোগত সমস্যা ছাড়াও, ইনজেকশন molded প্লাস্টিক অংশ নকশা একটি বড় ভূমিকা পালন।
কিভাবে গলিত প্লাস্টিক পন্য শূন্যস্থান পূরন করার মধ্যে প্রবেশ করে, ভরাট করে, এবং শীতল করে সেই অংশে যে বৈশিষ্ট্যগুলি গঠন করে তার বিষয় সমূহ জানা অবশ্যই দরকার।
এখানে আমরা বিষয়বস্তু সূচি বিষয় নিয়ে আলোচনা আসতে চাই।
(ক) অ্যাপ্লিকেশন
(খ) ইনজেকশন ছাঁচ নির্মাণ জন্য উপযুক্ত শ্রেষ্ঠ পলিমার্স
(সি) ইনজেকশন ছাঁচ নির্মাণ যন্ত্রপাতি
(ঘ) ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া।
(ই) ইনজেকশন ছাঁচনির্মাণ চক্র
(চ) ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া বিভিন্ন ধরনের
(জি) স্ট্রেস
(এইচ) গেটস
(i) কমন গেটস
(জ) গেট অবস্থান
(কে) ওয়াল ঘনত্ব (l) খসড়া
(মি) চিহ্ন সিনক
(এন) টেক্সচার (ও) বিভাজক লাইন
(পি) সাধারণ ছাঁচনির্মাণ দুর্ঘটনা।
প্লাস্টিকের ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াযা প্লাস্টিকের অংশ উৎপাদন জন্য একটি আদর্শ ও প্রধান প্রক্রিয়া। ইনজেকশন ছাঁচনির্মাণ দিয়ে এখন বর্তমানে প্রায় সব পন্য তৈরি হয় যেমন ইলেকট্রনিক হাউজিং /বক্স , কন্টেনারগুলি, বোতল ক্যাপ, স্বয়ংচালিত অভ্যন্তরীণ, কম্বস, এবং অন্যান্য বেশিরভাগ প্লাস্টিক পণ্য উচ্চ ভলিউম হিসেবে উৎপাদন করায় জন্য মাল্টি-গহ্বর(কেভ্যাটি) ইনজেকশন মোড ব্যবহার করে প্রতিটি চক্রের /সটের মধ্যে বেশ কয়েকটি অংশ একসাথে উৎপাদিত হয় যে কারণে এটি প্লাস্টিক অংশ উচ্চ ভলিউম হিসেবে উৎপাদন করার জন্য এই প্রক্রিয়া খুবই আদর্শ ।
ইনজেকশন ছাঁচনির্মাণ কিছু সুবিধা রয়েছে যেমন উচ্চ সহনশীলতা উচ্চতাপ, পুনরাবৃত্তি, বড় উপাদান নির্বাচন, কম শ্রম খরচ, ন্যূনতম স্ক্র্যাপ ক্ষতি।
পলিমার্স ইনজেকশন ছাঁচনির্মাণ জন্য সেরা । প্রায় সর্বাধিক পলিমার দিয়ে এই কাজ করা যায়, থার্মোপ্লাস্টিকস এবং কিছু এলাস্টোমার ইত্যাদি ।প্রায় দশ হাজারও বিভিন্ন উপকরণ দিয়ে এই ছাঁচ নির্মাণ করা যায়। ইনজেকশন ছাঁচনির্মাণ জন্য উপলব্ধ হাজার সঠিক বৈশিষ্ট্যে উপলব্ধ সামগ্রীগুলি বোঝায় যে ডিজাইনার পণ্যটি এমন একটি সুবিশাল নির্বাচনী উপাদান থেকে বেছে নিতে পারে যা পূর্বে মিশ্রিত বস্তুর অ্যালোহী বা মিশ্রণের রয়েছে।
উপকরণ চূড়ান্ত অংশ জন্য প্রয়োজনীয় শক্তি এবং ফাংশন উপর ভিত্তি করে; নাইলন, পলিইথাইলিন এবং পলিস্টাইরিন মত প্রচলিত পলিমারগুলি থার্মোপ্লাস্টিক হিসাবে কাজ করে ।
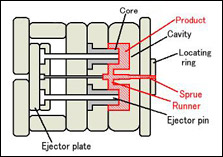
ইনজেকশন ছাঁচনির্মাণ যন্ত্রপাতি ,ইনজেকশন ছাঁচনির্মাণ মেশিন: ইনজেকশন ছাঁচনির্মাণ মেশিন যা প্রেস হিসাবে পরিচিত, একটি উপাদান hopper যেখানে , একটি ইনজেকশন ছাঁচ বা একটি স্ক্রু-টাইপ ঢালাই, এবং একটি গরম করার ইউনিট থাকে ছাঁচনির্মাণ মেশিনের প্ল্যাণ্টে ঢালাই করা হয়, যেখানে স্প্রে ছিদ্রের মধ্য দিয়ে প্লাস্টিককে ছাঁচে ঢোকানো হয়। টননেজ দ্বারা কংক্রিটের টানাপোড়েন করা হয়।, মাথার ত্বক দ্বারা কাঁটাচামচ রাখা এই বল ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া চলাকালীন মোড বন্ধ রাখে।টনজেন ৫ টন থেকে ৬০০০ টন কম হতে পারে, যদিও উচ্চ টেনজেজের চাপ কমই ব্যবহৃত হয়। কংক্রিটের বক্রবন্ধনী বলটি কাস্টম পার্টের প্রজেক্টেড এলাকায় ঢালাই করা হয়। ৪ বা ৫ টন / বেশিরভাগ পণ্যের জন্য ব্যবহার করা যেতে পারে। যদি প্লাস্টিকের উপাদান খুব শক্ত হয়, তবে ছাঁচটি পূরণ করার জন্য আরো চাপের প্রয়োজন হবে, এইভাবে ছাঁচটি বদ্ধ রাখার জন্য আরো বেশি টনজেন প্রয়োজন।
ছাঁচ:
ছাঁচ বা ডাই ঢালাইয়ের টুলিং প্লাস্টিকের অংশ তৈরি হয়ে থাকে। ইনজেকশন molds তৈরি ব্যয়বহুল এবং শুধুমাত্র উচ্চ ভলিউম উৎপাদন যারা করে তারা সাধারণত এই ইনজেকশন ছাঁচ ব্যবহার করে।
Molds সাধারণত কঠিনীভূত/শক্ত ইস্পাত, প্রাক কঠিনীভূত ইস্পাত, অ্যালুমিনিয়াম, এবং / অথবা beryllium- তামা খাদ থেকে নির্মিত হয়ে থাকে। ইস্পাত molds সাধারণত নির্মিত আরো ব্যয়বহুল কিন্তু দীর্ঘ জীবনকাল জন্য এটি ব্যবহার হয় সর্বাধিক । প্রাক কঠিনীভূত ইস্পাত molds একটু কম পরিধির প্রতিরোধী হয় এবং কম ভলিউম উতপাদনের জন্য এই ইস্পাত ব্যবহার করা বাধি
কঠোরভাবে ইস্পাতের কঠোরতা সাধারণত ৩৮-৪৫ রকওয়েল-সি স্কেলে পরিমাপ হয়ে থাকে।
অ্যালুমিনিয়াম ছাঁচ ইস্পাত ছাঁচ তুলনায় কম খরচে তৈরি করা যায়, এবং বিমান ব্যবহার হয় এমন উচ্চ গ্রেড যেমন অ্যালুমিনিয়াম যেমন QC-7 এবং QC-10 কে সাধারন ব্যবহার করা হয় এবং আধুনিক কম্পিউটারাইজড সরঞ্জাম সাহায্য এটি তৈরি করা হয়। অ্যালুমিনিয়াম দ্রুত তাপ নিসরন জন্য এবং দ্রুত কাজ কারণে এটি ছাঁচ জগতে খুবই জনপ্রিয়।
fiberglass reinforced materials ব্যবহার করে এর প্রতিরোধ ব্যবস্থা আরো বাড়ানো হয়ে থাকে।
ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াগুলির বিভিন্ন ধরনের হয়ে থাকে
যদিও অধিকাংশ ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া উপরে বর্ণিত প্রচলিত প্রক্রিয়া দ্বারা করা হয়, তবে এখানে কয়েকটি উল্লেখযোগ্য মোডিং বৈচিত্র রয়েছে বিষয়টি জানা চেষ্টা করব।
কো-ইনজেকশন (স্যান্ডউইচ) ছাঁচনির্মাণ
Fusible কোর ইনজেকশন ছাঁচনির্মাণ
গ্যাস সহায়তায় ইনজেকশন ছাঁচনির্মাণ
মধ্যে-ছাঁচ প্রসাধন এবং স্তরায়ণ ছাঁচনির্মাণ মধ্যে
ইনজেকশন-কম্প্রেশন
রল সিলিকন রবার ইনজেকশন ছাঁচনির্মাণ
সন্নিবেশ এবং আউটসোর্সিং
লেমলার (মাইক্রোইলার) ইনজেকশন ছাঁচনির্মাণ
নিম্ন চাপ ইনজেকশন ছাঁচনির্মাণ
মাইক্রোইনজেকশন ছাঁচনির্মাণ
মাইক্রোকেলেল্লার মোডিং
Multicomponent ইনজেকশন ছাঁচনির্মাণ (overmolding)
একাধিক লাইভ-ফীড ইনজেকশন ছাঁচনির্মাণ
পাউডার ইনজেকশন ছাঁচনির্মাণ
পুশ-টান ইনজেকশন ছাঁচনির্মাণ
প্রতিক্রিয়া ইনজেকশন ছাঁচনির্মাণ
রজন স্থানান্তর ছাঁচনির্মাণ
Rheomolding
কাঠামোগত ফেনা ইনজেকশন ছাঁচনির্মাণ
কাঠামোগত প্রতিক্রিয়া ইনজেকশন ছাঁচনির্মাণ
পাতলা- প্রাচীর ঢালাই
কম্পন গ্যাস ইনজেকশন ছাঁচনির্মাণ
পানি সহায়তা ইনজেকশন ছাঁচনির্মাণ
রাবার ইনজেকশন
স্ট্রেসঃ
প্লাস্টিক অংশ প্রধান শত্রু হল তার কার্যক্ষমতা । যখন প্লাস্টিক তৈরি শুরু করা হয় তখন ছাঁচ এর ব্যবহারিত অণুগুলির দীর্ঘ স্ট্রেন থাকে এবং ঢালাইয়ের জন্য আস্তে আস্তে নিঃশেষ হতে থাকে । তখন আণবিক বন্ধনগুলো অস্থায়ীভাবে তাপ এবং উচ্ছাসকুণ্ডের শিয়ার বলের ভেঙ্গে যায়, ফলে অণুগুলি ছাঁচে ঢেকে যায়। সন রেসিন, ক্র্যাক এবং ছাঁচ এর তলা হিসাবে অণু প্রতিটি বৈশিষ্ট্য মাধ্যমে push করা হয়, তারা অংশ আকৃতি গঠন, বাঁক এবং বিকৃত করতে বাধ্য করা হয়। শক্ত বা তীক্ষ্ণ কোণগুলি চালু করলে উদীয়মান তেজস্ক্রিয়তার সঙ্গে মৃদুভাবে মোটা হওয়ার তুলনায় অণুর উপর বেশি চাপ সৃষ্টি হয়। একটি বৈশিষ্ট্য থেকে অন্য একটি ট্রান্সক্রিপশন অণু জন্য পূরণ এবং ফর্ম জন্য কঠিন।হিসাবে উপাদান শীতল এবং আণবিক বন্ডরজন তার অনমনীয় ফর্ম পুনরায়-লিঙ্ক, এই চাপ অংশে লক কার্যকর হয়। আংশিক চাপ warpage, সিঙ্ক চিহ্ন, ক্র্যাকিং, অকালে ব্যর্থতা এবং অন্যান্য সমস্যা হতে পারে।
কিছু কিছু ইনজেকশন ছাঁচযুক্ত অংশে জোর যখন প্রত্যাশিত হয়, আপনি যতটা সম্ভব স্ট্রেস হ্রাস জন্য যতটা চিন্তা নিয়ে ডিজাইন করা উচিত। বৈশিষ্ট্যগুলি মধ্যে মসৃণ পরিবর্তন এবং উচ্চ চাপ এলাকায় রাউন্ড এবং fillets ব্যবহার করার হয়।
ওয়াল বেধ বা /Thickness
ছাঁচ থেকে নিক্ষেপ আগে ইনজেকশন ছাঁচযুক্ত অংশ উৎপাদন তাপমাত্রা থেকে নেমে শীতল হয় যাতে বেরিয়ে যাওয়া পন্য সমূহ সঠিক আকৃতি ধরে রাখা। তাই ঢালাই প্রক্রিয়ার অংশ কুলিং ধাপের সময়, চাপ, বেগ এবং প্লাস্টিকের সান্দ্রতা পরিবর্তনগুলি ত্রুটিগুলি যেন কম আকারে আশা তার দিখে খেয়াল রাখতে হবে। পুরুতব বেধ তুলানায় এই সময়ের মধ্যে কয়েক দিক আরো বেশি গুরুত্বপূর্ণ। এই বৈশিষ্ট্যটি খরচ, উৎপাদন গতি এবং চূড়ান্ত অংশগুলির মানের উপর বড় প্রভাব ফেলতে পারে।
যথোপযুক্ত ওয়াল বেধ:
সঠিক পন্য অংশ জন্য সঠিক প্রাচীর বেধ নির্বাচন করা মাধ্যেম উত্পাদন খরচ এবং উৎপাদন গতি উপর কঠোর প্রভাব পড়তে পারে। কোন প্রাচীর বেধ সীমাবদ্ধতা আছে, লক্ষ্য সাধারণত সম্ভব thinnest প্রাচীর প্রছন্দ করা হয় যাতে পাতলা দেয়াল /বেধ কম উপাদান ব্যবহার করে যা খরচ কমিয়ে এবং শীতল সময় কমিয়ে দয়ে কাজের চক্র সময় হ্রাস করে।
ন্যূনতম প্রাচীর বেধ তৈরি নির্ভর করে অংশের আকার এবং জ্যামিতি, কাঠামোগত প্রয়োজনীয়তা, এবং রজন প্রবাহ আচরণ ।
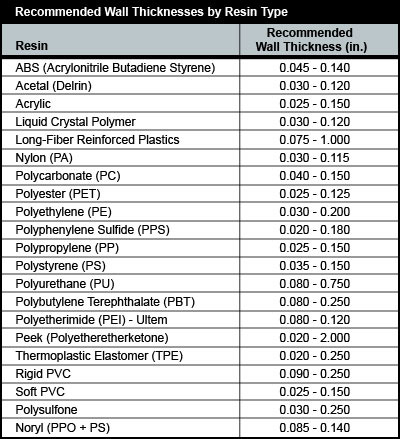
একটি ইনজেকশন mold অংশ প্রাচীর thicknesses সাধারণত 2mm থেকে পরিসীমা - 4mm (0.080 "- 0.160")। হ্যে থাকে। পাতলা প্রাচীর ইনজেকশন ছাঁচনির্মাণ 0.5 মিমি (0.020 "হিসাবে পাতলা হিসাবে প্রাচীর উৎপাদন করতে পারেন। নীচের চার্ট সাধারণ ইনজেকশন ছাঁচনির্মাণ রজন জন্য প্রস্তাবিত প্রাচীর thicknesses বিষয় এই পরিসীমা উল্লেখ্য আছে।।
ইউনিফর্ম ওয়াল বেধ:
পুরু পাতলা ওয়াল বেধ বেশী তুলনায় শীতল সময় লাগে। কুলিং প্রক্রিয়ার সময়, দেয়াল অসঙ্গত বেধ হয়, পুরু দেয়াল স্থির হয় যখন পাতলা প্রাচীর প্রথম ঠান্ডা হতে থাকে। হিসাবে পাতলা পূরণের warping, twisting বা ক্র্যাক ঘটতে পারে। এই সমস্যাটি এড়ানোর জন্য, পুরো অংশে সম্পূর্ণ ইউনিফর্ম দেওয়ালগুলির সাথে ডিজাইন করার চেষ্টা করুন। যখন ইউনিফর্ম দেওয়াল সম্ভব হয় না, তখন ঘনত্বের পরিবর্তনটি যতটা সম্ভব যেন আস্তে আস্তে কম হওয়া উচিত।
ওয়াল মোটা বৈচিত্র উচ্চ ছাঁচ সংকোচনের প্লাস্টিক 10% অতিক্রম করতে পারবে না। ঘনত্ব পরিবর্তন 3 থেকে 1 এর ক্রমানুসারে ধীরে ধীরে হওয়া করা উচিত।
বিকল্প:
একটি বিকল্প সন্ধান করা যায় আপনি যেমন coring বা রিবস ব্যবহার করেএর ডিজাইন করা যেতে পারে।
টেক্সচারস (^
এই প্রক্রিয়া আপনার পন্য চূড়ান্ত চেহারা তৈরির মধ্যে নমনীয়তা প্রদান করে। টেক্সটাইল সামগ্রিক পণ্য উন্নয়ন একটি অবিচ্ছেদ্য অংশ এবং কাঙ্ক্ষিত ফলাফল অর্জন নকশা প্রক্রিয়া নির্ভর করে। টেক্সচারটি । নিখুঁত অংশ ডান টেক্সচার দ্বারা camouflaged করা যেতে
পার্ট লাইন
ইনজেকশন ছাঁচযুক্ত অঙ্গবিন্যাস
প্রাকৃতিক / বহিরাগত
ম্যাট ফিনিশেস
মাল্টি গ্লাস প্যাটার্নস
Fusions
গ্রাফিক্স
চামড়া শস্য / লুকান
কাঠের গুঁড়ো, স্লেট ও কোবলেস্টোন
জ্যামিতিক এবং লিনেনস
নতুন চেহারা তৈরি করতে লেইয়ার টেক্সচার
ছবি বা লোগো প্যাটার্ন মধ্যে অন্তর্ভুক্ত
প্রচলিত ছাঁচনির্মাণ অসুবিধা সমূহ পড়ে আলোচনা করব ।
আপনার ইনজেকশন ছাঁচনির্মাণ অংশ ডিজাইনার যখন এই বিষয়গুলি মনে রাখবেন, এবং লাইন নিচে আপনার নকশা পরিবর্তন তুলনায় শুরুতে সমস্যা এড়াতে সহজ মনে রাখবেন।


২| ![]() ১১ ই মার্চ, ২০১৮ সকাল ১০:৩১
১১ ই মার্চ, ২০১৮ সকাল ১০:৩১
রাজীব নুর বলেছেন: এই রকম পোষ্ট আমি বুঝি না।
©somewhere in net ltd.

১| ১০ ই মার্চ, ২০১৮ সন্ধ্যা ৬:৫১
১০ ই মার্চ, ২০১৮ সন্ধ্যা ৬:৫১
চাঁদগাজী বলেছেন:
আপনি প্লাষ্টিক থেকে কিছু ম্যানুফেকচারিং করেছেন, বা তাতে যুক্ত আছেন?